

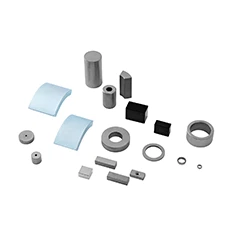





































Instrukcja obsługi kontroli końcowej i standard kontroli
1. Cel
Standaryzuj proces kontroli gotowych produktów, zapewnij podstawę do oceny, upewnij się, że jakość produktu jest w stanie spełnić wymagania klienta, zapobiegaj opuszczaniu fabryki przez niekwalifikowane produkty, unikaj niepotrzebnych strat ekonomicznych, poprawiaj wydajność pracy i satysfakcję klienta.
2. Zakres stosowania
Nadaje się do kontroli produktu.
3. Kryteria pobierania próbek
★3.1 Tolerancje wymiarowe i właściwości magnetyczne „Standard pobierania próbek”.
★3.2 Wygląd: Proces ten obejmuje kontrolę próbek, a sekcja pakowania odpowiedzialna jest za pełną kontrolę.
★3.3 Kryterium akceptacji wyrobów motoryzacyjnych jest zero wad.
4. Warunki badania
Świetlówka powinna znajdować się w odległości nie większej niż 1 metr od biurka.
5. Regulamin pracy
★5.1 Zespół kontroli produktu gotowego jest odpowiedzialny za wdrożenie, rejestrację i informację zwrotną na temat prac kontrolnych.
★5.2 Dla wszystkich produktów zostaną określone rozsądne metody kontroli, a inspekcja zostanie przeprowadzona dopiero po potwierdzeniu.
★5.3 W przypadku produktów o specjalnych specyfikacjach należy stosować specjalne metody kontroli.
★5.4 Stół warsztatowy powinien być utrzymywany w czystości i porządku. Nie należy testować materiałów o podobnych specyfikacjach na tym samym stole warsztatowym w tym samym czasie, aby zapobiec ich mieszaniu.
★5.5 Proces kontroli należy przeprowadzić delikatnie, aby uniknąć zarysowań powłoki powierzchniowej lub brakujących narożników w wyniku wzajemnego zderzenia.
6. Niezbędne narzędzia pomiarowe do kontroli oraz wymagania dotyczące ich użytkowania i konserwacji
★6.1 Niezbędne narzędzia pomiarowe do kontroli produktów: różne suwmiarki z noniuszem, mikrometry, czujniki zegarowe,-miarki kątowe, bloczki V-, uniwersalne mierniki kąta, czujniki, radiometry, projektory i inne-wykonane na zamówienie pomocnicze narzędzia pomiarowe.
★6.2 Przed kontrolą sprawdź, czy przyrząd pomiarowy jest w dobrym stanie i wykonaj dobrą kalibrację.
★6.3 Jeżeli w procesie kontroli zostanie stwierdzona nieprawidłowa tolerancja wielkości, używany przyrząd pomiarowy należy ponownie skalibrować i potwierdzić.
★6.4 Podczas procesu pomiaru głowica pomiarowa przyrządu pomiarowego powinna znajdować się płasko w stosunku do powierzchni produktu, aby uniknąć wpływu na odchylenie odczytu.
★6.5 Gdy narzędzia pomiarowe nie są używane, należy je ustawić w stanie zerowym i ustawić w wyznaczonej pozycji. Jeśli nie będą używane dłużej niż 2 dni, należy je pokryć specjalnym-olejem antykorozyjnym, aby zapobiec korozji.
★6.6 Z narzędziami pomiarowymi należy obchodzić się ostrożnie, aby uniknąć odchyleń pomiaru spowodowanych wibracjami-.
★6.7 W przypadku odchyleń w ilości należy zgłosić się do naprawy na czas, aby uniknąć niewłaściwego użycia i wpływu na jakość produktu.
7. Proces inspekcji
→1. Sprawdź zgodność produktu pomiędzy elementami fizycznymi, etykietami, dokumentami dostawy i zapisami zamówień (przed inspekcją dokładnie porównaj elementy fizyczne z kartami etykiet i szczegółami zamówienia dotyczącymi numerów modeli, specyfikacji, rodzajów powłok i ilości, aby zapobiec pomyłkom materiałowym).
→2. Sprawdź przychodzące ilości materiałów.
→3. Potwierdź orientację produktu.
→4. Zmierz wymiary we wszystkich kierunkach za pomocą suwmiarki z noniuszem (próbka 2-5 sztuk).
→5. Losowo sprawdź tolerancje wymiarowe, w tym równoległość, prostopadłość, okrągłość i koncentryczność.
→6. Przeprowadzić kontrolę jakości powierzchni (wykończenie powierzchni, fazowanie, jakość powłoki itp.).
→7. Prowadź dokumentację inspekcji.
→8. Wypełnij „Formularz przeniesienia produktu-w magazynie”.
→9. Wyświetlaj kwalifikowane etykiety (dla produktów wymagających testów powłoki, testów w komorze solnej, PCT, testów upadku itp.). Początkowo umieść etykiety „Test”; po zdaniu testów zastąpić etykietami „Kwalifikacja”.
→10. Przeprowadź kontrolę całej powierzchni w sekcji pakowania.
→11. Przeprowadzanie testów wydajnościowych i inspekcji procesów.
→12. Po zapakowaniu sprawdź jakość produktu i wymagania dotyczące opakowania.
→13. Potwierdź produkty-niezgodne.
→14. Sprawdź całkowitą ilość.
→15. Niezwłocznie zlecaj naprawę lub naprawę wadliwych produktów.
8. Klasyfikacja kolorów

Biała torba: produkt do sprawdzenia

Czerwona torba: produkty rozmagnesowane

Żółta torba: Produkty retuszowane

Niebieska torba: produkty uzupełniające

Białe pudełko: odpady

Czerwone pole: Odpady przetworzone

Żółte pole: ponowne przetwarzanie lub utylizacja

Niebieskie pudełko: produkty uzupełniające
9. Metody i standardy kontroli
W przypadku produktów wymagających testów zorganizuj lub powiadom odpowiednie testy (takie jak testy powłok, testy w komorze solnej, testy PCT, testy starzenia, testy HAST, testy zwilżania itp.) w ciągu 2 godzin od otrzymania produktów. Jeśli produkty mają specjalne wymagania, należy przestrzegać specjalnych specyfikacji.
9.1 Metody i standardy kontroli orientacji

Ogólny test zorientowany na-małe produkty
Przedmiot:Orientacja
Narzędzia:Pręt magnetyczny, cewka demagnetyzacyjna
Standard:Spełnia wymagania zamówienia lub rysunku
Po namagnesowaniu należy obserwować promieniowy rowek lub nieregularny kształt za pomocą arkusza obserwacji linii strumienia magnetycznego, aby sprawdzić, czy kierunek linii strumienia magnetycznego jest zgodny z rysunkiem.
Metoda kalibracji:
Kierunek orientacji jest określony przez kierunek siły magnetycznej pręta magnetycznego. W przypadku produktów o dużych kwadratach oznaczenie orientacji wymaga użycia żelaznej płytki: kierunek, w którym produkt mocno przylega do płyty, wskazuje orientację. Należy pamiętać, że pręt magnetyczny nie może być zanieczyszczony proszkiem magnetycznym ani cząstkami metalu. Żelazną płytę należy owinąć w plastikowe torby lub taśmę, aby zapobiec zarysowaniu powłoki powierzchniowej. W przypadku produktów nienamagnesowanych lub wymagających ponownej obróbki galwanicznej, orientację można zidentyfikować za pomocą cewek demagnetyzacyjnych – najcięższe odczucie odpowiada prawidłowej orientacji.
Gdy wielkość kierunku orientacji surowca różni się od wielkości dowolnego innego kierunku w granicach 2,5 mm, podczas przetwarzania łatwo może wystąpić zjawisko błędu orientacji. Dlatego gotowy produkt należy dokładnie sprawdzić pod kątem orientacji. Przepływ kontroli czarnej blachy, który nie jest w pełni sprawdzony, musi zostać w pełni sprawdzony pod kątem orientacji przez gotowy produkt.
Uwaga: Po potwierdzeniu orientacji produktu należy sprawdzić siłę magnetyczną powierzchniMniejsze lub równe 100GS z powodu przyciągania pręta magnetycznego.
Test orientacji dużego kwadratu
Przedmiot:Orientacja
Narzędzia:Pręt magnetyczny, cewka demagnetyzacyjna
Standard:Spełnia wymagania zamówienia lub rysunku
Po namagnesowaniu należy obserwować promieniowy rowek lub nieregularny kształt za pomocą arkusza obserwacji linii strumienia magnetycznego, aby sprawdzić, czy kierunek linii strumienia magnetycznego jest zgodny z rysunkiem.
Metoda kalibracji:
Kierunek orientacji jest określony przez kierunek siły magnetycznej pręta magnetycznego. W przypadku produktów o dużych kwadratach oznaczenie orientacji wymaga użycia żelaznej płytki: kierunek, w którym produkt mocno przylega do płyty, wskazuje orientację. Należy pamiętać, że pręt magnetyczny nie może być zanieczyszczony proszkiem magnetycznym ani cząstkami metalu. Żelazną płytę należy owinąć w plastikowe torby lub taśmę, aby zapobiec zarysowaniu powłoki powierzchniowej. W przypadku produktów nienamagnesowanych lub wymagających ponownej obróbki galwanicznej, orientację można zidentyfikować za pomocą cewek demagnetyzacyjnych – najcięższe odczucie odpowiada prawidłowej orientacji.
Gdy wielkość kierunku orientacji surowca różni się od wielkości dowolnego innego kierunku w granicach 2,5 mm, podczas przetwarzania łatwo może wystąpić zjawisko błędu orientacji. Dlatego gotowy produkt należy dokładnie sprawdzić pod kątem orientacji. Przepływ kontroli czarnej blachy, który nie jest w pełni sprawdzony, musi zostać w pełni sprawdzony pod kątem orientacji przez gotowy produkt.
Uwaga: Po potwierdzeniu orientacji produktu należy sprawdzić siłę magnetyczną powierzchniMniejsze lub równe100GS dzięki przyciąganiu pręta magnetycznego.

9.2 Metody i standardy kontroli tolerancji wymiarowych, kształtu i położenia
★9.2.1 Kontroluj ściśle według wymagań zamówienia i rysunków. W przypadku produktów z załączonymi rysunkami należy dokładnie zapoznać się z wymaganiami na rysunkach, aby uniknąć pominięcia kontroli.
★9.2.2 Do pomiaru tolerancji wymiarowych należy używać-precyzyjnych mikrometrów. W przypadku braku mikrometrów należy zastosować suwmiarkę z noniuszem cyfrowym lub suwmiarkę cyfrową z noniuszem (przy pomiarach otworów wewnętrznych należy przed użyciem upewnić się, że suwmiarka jest prawidłowo skalibrowana).
★9.2.3 Dla każdej tolerancji wymiarowej zapisz 20 oryginalnych parametrów, dokumentując zarówno wartości maksymalne, jak i minimalne w przypadku wszelkich odchyleń; w przypadku tolerancji kształtu i położenia zapisz tylko wartość maksymalną.
★9.2.4 Wymagania kontrolne dla różnych tolerancji wymiarowych oraz tolerancji kształtu i położenia. (Przed kontrolą produktu sprawdź, czy zamówienie i rysunki są spójne. W przypadku wykrycia rozbieżności, niezwłocznie przekaż opinię i potwierdzenie.)
|
Sprawdzanie przedmiotu |
Sprzęt testujący |
Standard akceptacji | Obsługa wyjątków |
|
Rozmiar wspólna różnica |
Suwmiarka mikro lub suwmiarka z noniuszem Zapewnij dokładność miernika |
Wymagania dotyczące zamówienia i rysunku | Natychmiast zgłaszaj wszelkie nieprawidłowości i w razie potrzeby przeprowadź poprawki. W przypadku pozycji, które można zwolnić, należy prowadzić odpowiednie rejestry zwolnień i sprawdzać, czy wymagają one oddzielnego przetwarzania. |
|
Rozmiar skosu C lub R |
Suwmiarki z noniuszem Wskaźnik promienia |
Wymagania dotyczące zamówienia. | |
|
Pionowość ⊥ |
Uniwersalny kątomierz lub kwadrat, wyrzynarka lub Niestandardowy wskaźnik zegarowy |
Wymagania dotyczące zamówienia lub rysunku, Brak specjalnych wymagań: „Standard tolerancji kształtu i położenia”. |
|
|
Głębokość równoległości ∥ |
Mikrosuwmiarka |
||
|
Koncentryczność ◎ |
Suwmiarki z noniuszem lub niestandardowe czujniki zegarowe |
||
|
Okrągłość ○ |
Niestandardowy rowek w kształcie litery V- oraz wykres procentowy |
||
|
Płaskość |
Płaska płytka, linijka o prostych krawędziach, szczelinomierz |
9.2.5 Schemat kontroli pionowości

Kształt:Koła i pierścienie
Ilustracja:Rozwałkuj produkt po płaskiej powierzchni (najlepiej na pochyłości), aby sprawdzić, czy produkt nie kołysze się znacząco z boku na bok. (Jeśli produkt jest zbyt cienki, aby zobaczyć wahanie, nie naciskaj tego przycisku.)
Dokładność pomiaru:Zgrubną metodę pomiaru stosuje się w przypadku produktów, w przypadku których klient nie ma specjalnych wymagań co do pionowości.

Kształt:Kwadratowy,-w kształcie łuku
Ilustracja:Wyrównaj produkty w tym samym kierunku i użyj linijki, aby sprawdzić, czy przód-jest- wyrównany z tyłem oraz czy nie występują nierówne występy lub wcięcia. (Dla produktów wydłużonych)
Dokładność pomiaru:Zgrubną metodę pomiaru stosuje się w przypadku produktów, w przypadku których klient nie ma specjalnych wymagań co do pionowości.

Kształt:Kwadratowy,-w kształcie łuku
Ilustracja:Wyrównaj produkty w tym samym kierunku na płaskich powierzchniach. Użyj linijki, aby sprawdzić odstępy między produktami i po obu stronach. (Dla długich produktów)
Dokładność pomiaru:Zgrubną metodę pomiaru stosuje się w przypadku produktów, w przypadku których klient nie ma specjalnych wymagań co do pionowości.

Kształt:Dowolna specyfikacja
Ilustracja:Przytrzymaj produkt lewą ręką przy powierzchni pomiarowej i prawą ręką obracaj tylny uchwyt, aż produkt znajdzie się w bliskim kontakcie z powierzchnią pomiarową.
Dokładność pomiaru:Zgrubną metodę pomiaru stosuje się w przypadku produktów, w przypadku których klient nie ma specjalnych wymagań co do pionowości.

Kształt:Dowolna specyfikacja
Ilustracja:Dociśnij kwadrat do produktu i sprawdź, czy pomiędzy płaską powierzchnią a kwadratem nie ma szczelin. Następnie zmierz szczelinę szczelinomierzem.
Dokładność pomiaru:Zgrubną metodę pomiaru stosuje się w przypadku produktów, w przypadku których klient nie ma specjalnych wymagań co do pionowości.

Kształt:Dowolna specyfikacja
Ilustracja:Produkt jest szczelnie przymocowany do strony 90 stopni. Za pomocą głowicy pomiarowej czujnika zegarowego zmierz cztery punkty ukośne na górnej krawędzi produktu i sprawdź wartość odchylenia wahań czujnika zegarowego mierzoną w czterech punktach.
Kwadrat porusza się w górę i w dół, mierząc odchylenie wahań czujnika zegarowego u góry i u dołu.
Dokładność pomiaru:Precyzyjną metodę pomiaru stosuje się w przypadku produktów, w przypadku których klient ma wymagania pionowe.
9.2.6 Pomiar tolerancji wymiarowych, kształtu i położenia wyrobów o różnych kształtach
Podczas sprawdzania powiązanych akcesoriów do produktów należy ściśle przestrzegać wymagań dotyczących zamówienia. (W przypadku produktów składających się z wielu części połączonych ze szczelinami należy sprawdzić około 5% próbek; w przypadku produktów z otworami pozycjonującymi należy sprawdzić około 10% próbek; w przypadku produktów wymagających indywidualnej kontroli, takich jak pręty tulejowe i tulejowane blachy ze stali selenowej, należy przeprowadzić pełną kontrolę przed wysyłką.
9.2.6.1 Kontrola cylindra/kuli

|
Sprawdzanie przedmiotu |
Narzędzie inspekcyjne |
Metody badań i wymagania |
Zdjęcie |
|
Średnica zewnętrzna D lub Φ |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz zewnętrzny okrąg na obu końcach i w środku za pomocą mikrometru w co najmniej trzech punktach. (Odmierz jeden punkt dla produktów arkuszowych) Wystarczy użyć suwmiarki z noniuszem, aby zmierzyć średnicę zewnętrzną. |
|
|
Wysokość lub grubość H lub T lub L |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz co najmniej trzy punkty na krawędzi i pośrodku. |
|
|
Okrągłość ○ |
Niestandardowy-rowek V i czujnik zegarowy |
Umieść produkt w domowym rowku w kształcie litery V-, zmierz za pomocą czujnika zegarowego, obróć produkt i odczytaj wartość odchylenia ruchu wskazówki. |
|
|
Pionowość ⊥ |
uniwersalny kątomierz, kwadrat, wyrzynarka lub niestandardowy czujnik zegarowy |
Przytrzymaj produkt lewą ręką przy powierzchni pomiarowej i prawą ręką obracaj tylny uchwyt, aż produkt znajdzie się w bliskim kontakcie z powierzchnią pomiarową. Patrz 9.2.5, aby zapoznać się z wyborem odpowiednich metod testowania, jeśli jest to wymagane przez klienta. |
|
|
Głębokość równoległości ∥ |
Mikrometr zewnętrzny |
Zmierz wiele punktów na płaszczyźnie składającej się z co najmniej czterech punktów i oblicz różnicę między wartościami maksymalnymi i minimalnymi. |
|





9.2.6.2 Kontrola cylindra/kuli

|
Sprawdzanie przedmiotu |
Narzędzie inspekcyjne |
Metody badań i wymagania |
Zdjęcie |
|
Średnica zewnętrzna D lub Φ |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz zewnętrzny okrąg na obu końcach i w środku za pomocą mikrometru w co najmniej trzech punktach. (Odmierz jeden punkt dla produktów arkuszowych) Wystarczy użyć suwmiarki z noniuszem, aby zmierzyć średnicę zewnętrzną. |
|
|
Wysokość lub grubość H lub T lub L |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz co najmniej trzy punkty na krawędzi i pośrodku. |
|
|
Okrągłość ○ |
Niestandardowy-rowek V i czujnik zegarowy |
Umieść produkt w domowym rowku w kształcie litery V-, zmierz za pomocą czujnika zegarowego, obróć produkt i odczytaj wartość odchylenia ruchu wskazówki. |
|
|
Pionowość ⊥ |
Kątomierz uniwersalny lub kwadratowy, wyrzynarka lub niestandardowy czujnik zegarowy |
Przytrzymaj produkt lewą ręką przy powierzchni pomiarowej i prawą ręką obracaj tylny uchwyt, aż produkt znajdzie się w bliskim kontakcie z powierzchnią pomiarową. Patrz 9.2.5, aby zapoznać się z wyborem odpowiednich metod testowania, jeśli jest to wymagane przez klienta. |
|
|
Głębokość równoległości ∥ |
mikrometr zewnętrzny |
Zmierz wiele punktów na płaszczyźnie składającej się z co najmniej czterech punktów i oblicz różnicę między wartościami maksymalnymi i minimalnymi. |
|





9.2.6.3 Kontrola pierścieniowa

|
Sprawdzanie przedmiotu |
Narzędzie inspekcyjne |
Metody badań i wymagania |
Zdjęcie |
|
Średnica zewnętrzna D lub Φ |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz zewnętrzny okrąg na obu końcach i w środku za pomocą mikrometru w co najmniej trzech punktach. (Odmierz jeden punkt dla produktów arkuszowych) Wystarczy użyć suwmiarki z noniuszem, aby zmierzyć średnicę zewnętrzną. |
|
|
Rozmiar otworu D lub Φ |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Głowicę pomiarową należy przymocować do wewnętrznego okręgu produktu i mierzyć więcej niż trzy punkty. |
|
|
Wysokość H lub T lub L |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz co najmniej trzy punkty na krawędzi i pośrodku. |
|
|
Koncentryczność ◎ |
Suwmiarki z noniuszem |
Dokonaj pomiaru w wielu punktach wzdłuż ścianki rury i oblicz różnicę między wartościami maksymalnymi i minimalnymi. Oprawę można również wykonać na wymiar za pomocą czujnika zegarowego. |
|
|
Pionowość ⊥ |
Kątomierz uniwersalny lub kwadratowy, wyrzynarka lub niestandardowy czujnik zegarowy |
Przytrzymaj produkt lewą ręką przy powierzchni pomiarowej i prawą ręką obracaj tylny uchwyt, aż produkt znajdzie się w bliskim kontakcie z powierzchnią pomiarową. Patrz 9.2.5, aby zapoznać się z wyborem odpowiednich metod testowania, jeśli jest to wymagane przez klienta. |
|
|
Głębokość równoległości ∥ |
Mikrometr zewnętrzny |
Zmierz wiele punktów na płaszczyźnie składającej się z co najmniej czterech punktów i oblicz różnicę między wartościami maksymalnymi i minimalnymi. |
|
|
Okrągłość ○ |
Domowej roboty-rowek V i czujnik zegarowy |
Umieść produkt w-wykonanym przez siebie-rowku w kształcie litery V, zmierz za pomocą czujnika zegarowego, obróć produkt i odczytaj wartość odchylenia ruchu wskazówki. |
|







9.2.6.4 Próba kwadratowa

|
Sprawdzanie przedmiotu |
Narzędzie inspekcyjne |
Metody badań i wymagania |
Zdjęcie |
|
Długość L Szerokość szer Wysokość H/T |
Mikrometr zewnętrzny lub suwmiarka z noniuszem |
Zmierz co najmniej pięć punktów w każdym rogu i na środku. |
|
|
Pionowość ⊥ |
Kątomierz uniwersalny lub kwadratowy, wyrzynarka lub niestandardowy czujnik zegarowy |
Przytrzymaj produkt lewą ręką przy powierzchni pomiarowej i prawą ręką obracaj tylny uchwyt, aż produkt znajdzie się w bliskim kontakcie z powierzchnią pomiarową. Patrz 9.2.5, aby zapoznać się z wyborem odpowiednich metod testowania, jeśli jest to wymagane przez klienta. |
|
|
Głębokość równoległości ∥ |
Mikrometr zewnętrzny |
Zmierz co najmniej pięć punktów w każdym rogu i na środku i oblicz różnicę między wartościami maksymalnymi i minimalnymi. |
|



9.2.6.5 Kontrola niestandardowych kształtów-(w tym profili falistych) (produkty wymagające szlifowania narzędzi lub przypadki specjalne, w których do pomiaru-należy używać sprawdzianów samoblokujących)

|
Sprawdzanie przedmiotu |
Narzędzie inspekcyjne |
Metody badań i wymagania |
Zdjęcie |
|
|
Szerokość/góra/dół rozpiętości W/a |
Uniwersalny kątomierz Suwmiarki z noniuszem |
W przypadku wartości rozpiętości i kątów, jeśli rozpiętość jest kątem i wymiar rozpiętości nie jest określony, przekonwertuj go na wartość wymiaru rozpiętości. |
|
 of Irregular Shapes Such as Tile Shapes") |
|
Grubość ścianki T |
Miernik mikrometryczny do grubości ścianki Lub Suwmiarki z noniuszem |
Zmierz grubość ściany w wielu punktach na początku, na końcu i w środku. |
|
|
|
Wysokość H |
Mikrometr zewnętrzny Lub Suwmiarki z noniuszem |
Zmierz każdy narożnik i wiele punktów pośrodku, z co najmniej 3 punktami. |
|
|
|
Pionowość ⊥ |
Uniwersalny kątomierz Lub Kwadrat, układanka lub Niestandardowy wskaźnik zegarowy |
Przytrzymaj produkt lewą ręką przy powierzchni pomiarowej i prawą ręką obracaj tylny uchwyt, aż produkt znajdzie się w bliskim kontakcie z powierzchnią pomiarową. Patrz 9.2.5, aby zapoznać się z wyborem odpowiednich metod testowania, jeśli jest to wymagane przez klienta. |
|
|
|
Głębia równoległości ∥ |
Mikrometr zewnętrzny |
Zmierz co najmniej pięć punktów w każdym rogu i na środku i oblicz różnicę między wartościami maksymalnymi i minimalnymi. |
|
 |
|
Koncentryczność ◎ |
Wskaźnik wizualny lub samoczynny-zatrzymania |
Grubość ścianki jest wizualnie zgodna z wymaganiami rysunku, o jednolitym rozmiarze i bez odchyleń. |
|
|
 of Irregular Shapes Such as Tile Shapes")





9.2.6.6 Kontrola wyrobów rowkowanych

Sprawdzanie przedmiotu:Szerokość rowka
Narzędzie inspekcyjne:Wymagania dotyczące zamówienia lub rysunku
Metody testowania i wymagania:Szerokość szczeliny powinna być jednakowa.

Sprawdzanie przedmiotu:Głębokość rowka
Narzędzie inspekcyjne:Wymagania dotyczące zamówienia lub rysunku
Metody testowania i wymagania:Ogólnie rzecz biorąc, głębokość rowka nie powinna być zbyt płytka (tj. jego rozmiar nie powinien być zbyt mały). Wymagania szczegółowe powinny być zgodne z kolejnością rysunków.

Sprawdzanie przedmiotu:Pozycja gniazda
Narzędzie inspekcyjne:Wymagania dotyczące zamówienia lub rysunku
Metody testowania i wymagania:Zmierz odstęp między szczeliną a krawędzią produktu po obu stronach i odczytaj różnicę.
9.2.6.7 Kontrola produktów z małymi otworami, takimi jak krążki i pierścienie

Sprawdzanie przedmiotu:Tolerancja położenia małego otworu.
Narzędzie inspekcyjne:Wymagania dotyczące zamówienia lub rysunku.Nieokreślone elementy są zgodne ze standardem tolerancji geometrycznych.
Metody testowania i wymagania:Zmierz odległość między otworami.
Sprawdzanie przedmiotu:Tolerancja położenia małego otworu.
Narzędzie inspekcyjne:Wymagania dotyczące zamówienia lub rysunku.Nieokreślone elementy są zgodne ze standardem tolerancji geometrycznych.
Metody testowania i wymagania:Zmierz odległość pomiędzy ścianką otworu a lewą i prawą krawędzią produktu.

9.2.6.8 Kontrola produktów z małymi otworami, takimi jak kwadraty i płytki

Sprawdzanie przedmiotu: Tolerancja położenia małego otworu.
Narzędzie inspekcyjne: Wymagania dotyczące zamówienia lub rysunku. Nieokreślone elementy są zgodne ze „Standardem tolerancji kształtu i położenia”.
Metody testowania i wymagania: Zmierz odległość między otworami.

Sprawdzanie przedmiotu: Tolerancja położenia małego otworu.
Narzędzie inspekcyjne: Wymagania dotyczące zamówienia lub rysunku. Nieokreślone elementy są zgodne ze „Standardem tolerancji kształtu i położenia”.
Metody testowania i wymagania: Zmierz odległość pomiędzy otworem a krawędziami poprzecznymi i wzdłużnymi produktu.

Sprawdzanie przedmiotu: Pomiar głębokości otworu stożkowego.
Narzędzie inspekcyjne: Suwmiarki z noniuszem.
Metody testowania i wymagania: Głębokość otworu wpuszczanego z reguły nie może być płytka. (konkretna głębokość zależy od wymagań zamówienia)
9.2.6.9 Kontrola otworów-samopozycjonujących się w przypadku produktów z małymi otworami
|
Sprawdzanie przedmiotu |
Narzędzie inspekcyjne |
Standard akceptacji |
Metody badań i wymagania |
Zdjęcie |
|
Tolerancja położenia małego otworu |
Niestandardowe urządzenie do pozycjonowania |
Postępuj zgodnie z wymaganiami zamówienia lub rysunku |
Włóż dwa małe otwory do wałka ustalającego. |
|

9.2.6.10 Kontrola wymiarów fazowania
Sprawdzanie przedmiotu:Kąt fazowaniarozmiar
Narzędzie inspekcyjne:Suwmiarki z noniuszem
Standard akceptacji:Wymagania dotyczące zamówienia lub rysunku
Metody testowania i wymagania: Zmierz każdą krawędź fazowania (kąt prosty)

Sprawdzanie przedmiotu:Kąt fazowaniarozmiar
Narzędzie inspekcyjne:Miernik promienia
Standard akceptacji:Wymagania dotyczące zamówienia lub rysunku
Metody testowania i wymagania: Zmierz każdą krawędź fazowania (zaokrągloną krawędź)

9.3 Metody kontroli wyglądu i standardy kontroli
Powierzchnia produktu jest zła, a produkty z naddatkiem na poprawki powinny zostać poddane ponownej obróbce (z wyjątkiem tych, które można wypuścić), a jakość wyglądu produktów powinna być gwarantowana w miarę możliwości.
Jeśli możliwe jest użycie wadliwych produktów, należy zachować zapis wydania.
★9.3.1 Metoda kontroli wyglądu
★9.3.1.1 Wizualna kontrola wyglądu produktu.
★9.3.1.2 Małe produkty umieszcza się na kartonie i rozkłada do kontroli. Po sprawdzeniu jednej strony karton jest dociskany i sprawdzana jest druga strona.
★9.3.1.3 Strona powinna być sprawdzana ręcznie rząd po rzędzie, a w razie potrzeby można zastosować próbę ssania z łańcuchem magnetycznym.
★9.3.1.4 W przypadku produktów z głębokimi dziurami lub pierścieniami należy sprawdzić wzrokowo pod światłem-z ręki; płytkie otwory można sprawdzić wzrokowo na kartonie.
★9.3.2 Ogólna zasada oceny wyglądu: Na powierzchni nie mogą występować widoczne pęknięcia, dziury od piasku, plamy, zadrapania, druty nożowe, pęcherzyki powłoki, plamy po wodzie galwanicznej, żółknięcia galwaniczne, łuszczenie się powłoki i inne niepożądane zjawiska. Powierzchnię można przetrzeć i zignorować.
★9.3.3 Powierzchnia produktu powinna być czysta i wolna od uporczywych plam, których nie można zetrzeć.
★9.3.4 Normy kontroli wyglądu produktów o różnych kształtach:
|
Klasyfikacja kształtów |
Kryteria kontroli wizualnej |
|
Koło/kwadrat |
1. Zwróć uwagę na średnicę zewnętrzną i wąską powierzchnię, aby sprawdzić, czy nie ma wady, takiej jak brakujący narożnik. |
|
Pierścień |
1. Zwróć uwagę, czy na krawędzi otworu nie występuje zjawisko pęknięcia lub wyrwania narożnika. 2. Zwróć uwagę, czy nie ma wady, np. braku narożnika na średnicy zewnętrznej. 3. Podczas kontroli wzrokowej koncentryczności nie widać wyraźnego odchylenia pozycji. |
|
Fala standardowa |
1. Jeśli jest to produkt do cięcia drutu-, powierzchnia drutu molibdenowego powinna być jednolita i bez czernienia. 2. Grubość ścianki jest koncentryczna, bez odchyleń i bez zadziorów wystających po obu stronach zewnętrznego R. |
|
Produkt z dziurą |
1. Zwróć uwagę, czy na krawędzi otworu nie występuje zjawisko pęknięcia lub wyrwania narożnika. 2. Czy położenie otworu spełnia wymagania rysunku. 3. Czy jest jakieś odchylenie w odległości otworów? 4. Czy głębokość głębokiego otworu spełnia wymagania rysunku. |
|
Produkt z karbem |
1. Czy położenie rowka spełnia wymagania rysunku. 2. Czy w powłoce rowka występuje rdza i zjawisko czernienia. 3. Sprawdź, czy głębokość i szerokość rowka nie są nieprawidłowe. |
|
Inny Obcy |
1. Sprawdź zgodność wyglądu ściśle według rysunków. |
9.3.5 Norma kontroli powłoki: (Kolor powłoki pomiędzy partiami produktów w tej samej kolejności powinien być podobny, szczególnie w przypadku produktów ocynkowanych)
|
Nasienie |
Standard kontroli powłok |
| Miedź Nikiel Nikiel |
Kolor powierzchni jest jednolity, bez plam rdzy, żółtych plam, zacieków i innych złych śladów; brak pęcherzy, pęknięć, porów, zadziorów i innych widocznych wad powłoki. |
|
Czarny nikiel |
Kolor powierzchni jest jednolity i czarny, bez plam rdzy, żółtych śladów, śladów wody i innych złych śladów. |
| Niebieski i biały cynk |
Powłoka powinna być jednolicie niebiesko-biała, z dopuszczalnymi niewielkimi wzorami barw interferencyjnych. Musi być wolne od plam rdzy, żółtych plam, zacieków, ubytków cynku i innych wad. Widoczne wady, takie jak pęcherze, pęknięcia, pory lub zadziory, są niedopuszczalne. |
|
Kolor Cynk |
Powierzchnia powinna być przezroczysta i jasna, w kolorze tęczy, a powierzchnia nie może przylegać ani powodować białych wycieków. Brak widocznych wad powłoki typu pęcherzyki, pęknięcia, pory, zadziory itp. |
|
Czarny cynk |
Powierzchnia powinna być czarna, bez widocznych zadrapań i białych wycieków. Nie mogą występować żadne widoczne wady powłoki, takie jak pęcherze, pęknięcia, pory lub zadziory. |
| Nikiel-Cyna w obudowie |
Powłoka powinna mieć jednolity kolor, wolna od żółtawych-białych plam i wzorów kryształków cyny oraz wolna od widocznych defektów, takich jak pęcherzyki, pęknięcia, pory i zadziory. |
| Niklowane-pozłacane |
Powłoka powinna być jasnozłocista, o jednolitym kolorze i bez widocznych wad, takich jak zamglenie, wybielenie, pęcherze, pęknięcia, porowatość lub zadziory. |
| Niklowane-srebro platerowane |
Biała, lekko niebieskawa, bez żółtych przebarwień, śladów wody, pęcherzy, pęknięć, porów, zadziorów i innych widocznych wad powłoki. |
|
Nikiel-Chrom w osłonie |
Jasnosrebrna-biała, jednolity kolor, bez żółtych przebarwień, śladów wody, pęcherzyków, pęknięć, porów, zadziorów i innych widocznych wad powłoki. |
|
Fosforyzacja |
Brak żółknięcia, wiszącego popiołu i widocznych grubych kryształów. |
|
Farba elektroforetyczna |
Folia jest pełna i błyszcząca, nie są dozwolone żadne dziury skurczowe, skórka pomarańczowa, ślady płynięcia, wiszące krople ani widoczne ślady wiszące. |
|
Teflon |
Folia jest pełna i błyszcząca, nie dopuszcza się jej kurczenia, skórki pomarańczowej, śladów zaciekania ani wiszących kropli. |
9.3.6 Typowe rodzaje wad wyglądu i standardy kontroli
|
Niezdrowe zjawisko |
Standard akceptacji |
Zdjęcie |
Obsługa wyjątków |
Uwagi |
|
| Otwór nieczystości |
Powierzchnia musi być wolna od zanieczyszczeń i porów |
|
Wydanie lub złom |
przyczyna materialna |
|
|
Dół |
Na powierzchni nie powinno być żadnych otworów piaskowych ani wgłębień większych niż 0,5 mm |
|
Wydanie lub złom |
przyczyna materialna |
|
| Wewnętrzne pęknięcie |
Brak pęknięć powierzchni |
|
Ogłoś unieważnienie czeku na papierze |
Problemy z wykrawaniem lub materiałami |
|
|
|
Ogłoś unieważnienie czeku na papierze |
przyczyna materialna |
|||
| Obwód elektryczny |
Brak zjawiska obwodu magnetycznego na powierzchni |
|
Rozmagnesowanie i ponowne-powlekanie lub poważny złom (Produkty niklowane lub epoksydowe są najpierw usuwane, następnie rozmagnesowywane i na koniec galwanizowane) |
Powierzchniowa siła magnetyczna jest zbyt duża przed galwanizacją |
|
|
|
|||||
|
Polskie rysy |
Na powierzchni nie powinien być widoczny wzór „rybiego fosforu”. |
|
Wydaj, przerób lub wyrzuć (Niklowanie lub produkty epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec galwanizowane) |
Szlifierka jest za twarda, prędkość jest za duża, a papier ścierny za ostry |
|
|
Powierzchnia nie powinna mieć widocznego nadruku jedwabiu z papieru ściernego |
|
Papier ścierny jest zbyt gruby, technika szlifowania jest nieprawidłowa lub siła jest niewłaściwa |
|||
|
Drut ściernicy |
Powierzchnia nie powinna mieć widocznego drutu ściernicy |
|
Wydaj, przerób lub wyrzuć (Niklowanie lub produkty epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec galwanizowane) |
Powody mielenia na duże kawałki lub-dwustronnego mielenia na plasterki |
|
|
Wada krystalizacji |
Wadą krystalizacji jest utrata 30% powierzchni, |
|
niech ktoś przechodzić |
przyczyna materialna |
|
|
Niewypełniony narożnik |
Powierzchnia nie może posiadać wad narożnych większych niż D1. Produkty przekraczające specyfikację D1 mogą zostać zatwierdzone zgodnie ze standardami D2, przy czym dozwolona jest jedna wada na powierzchnię i dwie na produkt. |
|
Zwolnij lub uzupełnij kąt w celu przeróbki lub złomu (Najpierw usuwa się niklowanie lub produkty epoksydowe, następnie wypełnia się rogi i na koniec galwanizuje w celu ponownej obróbki) |
Temperatura gotowania jest zbyt wysoka lub różnica temperatur jest zbyt duża, co powoduje niedobór tlenku |
|
|
|
Plasterkowi brakuje krawędzi lub rogów albo plasterek nie jest prawidłowo przycięty. |
||||
|
|
Niewłaściwe przetwarzanie lub zabezpieczenie obiegu |
||||
|
Pęknięcia krawędzi |
Produkty powlekane w małych-rolkach-nie mogą wykazywać odprysków ani pęknięć na krawędziach; produkty powlekane-wiszące-o dużych rozmiarach mogą posiadać drobne pęknięcia, aż do wielkości |
|
Wydaj, przerób lub wyrzuć (Najpierw usuwa się produkty niklowane-lub epoksydowe, następnie usuwa się krawędź, aby wyrównać narożnik, a na koniec poddaje się galwanizacji w celu ponownej obróbki) |
Kęs może zderzyć się podczas przetwarzania lub przepływu |
|
|
Marszczyć |
Otwór wewnętrzny nie może mieć fazy |
|
Ogłoś unieważnienie czeku na papierze |
Przyczyną dziurkowania może być utlenianie |
|
|
Ostrze tnące |
Powierzchnia nie może być wyczuwalna dotykiem |
|
Wydaj, przerób lub wyrzuć (Niklowanie lub produkty epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec galwanizowane) |
Powód przetwarzania krojenia |
|
|
|
|||||
|
Włókno molibdenowe |
Na powierzchni nie powinien znajdować się żaden widoczny drut molibdenowy |
|
Wydaj lub przerób (Produkty niklowane lub epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec ponownie galwanizowane) |
Powody przetwarzania cięcia drutu |
|
|
|
|||||
|
Wygładzanie krawędzi |
Powierzchnia płytki ciętej drutem-nie może być wolna od wystających zadziorów, przede wszystkim na zewnętrznym łuku. |
|
ponownie wykonać źle wykonaną pracę (Niklowanie lub produkty epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec galwanizowane) |
Powody przetwarzania cięcia drutu |
|
|
Lan |
Na powierzchni nie powinno być żadnych śladów rozkładu- typu otworkowego |
|
Wydaj, przerób lub wyrzuć (Produkty niklowane lub epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec ponownie galwanizowane) |
Niewłaściwe przetwarzanie lub przeniesienie ochrony |
|
|
Skórka Pomarańczowa |
Na powierzchni nie powinno być widocznego zjawiska skórki pomarańczowej |
|
Zwolnij,-ponowne poszycie lub złom |
Przyczyna galwanizacji |
|
| Punkt natlenienia jest zbyt wysoki |
Powierzchnia produktów epoksydowych nie powinna mieć więcej niż 2 mm punktów zawieszenia |
|
Zwykle do naprawy miejsc wiszących stosuje się markery-na bazie oleju, a w ciężkich przypadkach konieczne jest ponowne-pokrycie galwaniczne. |
Przyczyna galwanizacji |
|
| Na powłoce krawędziowej pojawiają się pęcherzyki lub unoszenie krawędzi |
Powłoka krawędziowa nie powinna posiadać pęcherzyków ani unoszenia się krawędzi |
|
Zwiększ fazę (jeśli zamówienie nie wymaga wielkości fazy); ogólnie-ponowne poszycie; w ciężkich przypadkach złom (Niklowanie lub produkty epoksydowe są najpierw usuwane, następnie fazowane, a na koniec galwanizowane) |
Galwanizacja może być spowodowana niewielkim skosem wewnętrznego otworu |
|
|
Zły kąt dopełniający (sczerniały, pęcherzowy, otworkowy) |
Kąt dopełniający nie powinien wykazywać efektu czernienia, pęcherzy ani dziurek. |
|
Wydaj, przerób lub wyrzuć (Najpierw usuwa się niklowanie lub produkty epoksydowe, następnie wypełnia się rogi i na koniec galwanizuje w celu ponownej obróbki) |
Powód dodatkowego kąta lub poszycia |
|
| Zły kąt dopełniający |
W obszarze dopełniającym nie powinny występować żadne występy ani wgłębienia |
|
Wykonaj ponownie lub złom (Najpierw usuwa się niklowanie lub produkty epoksydowe, następnie wypełnia się rogi i na koniec galwanizuje w celu ponownej obróbki) |
Powód dodatkowego kąta |
|
| Zły kąt dopełniający |
W rogu produktu epoksydowego nie powinno być wybrzuszenia |
|
Wykonaj ponownie lub złom (Najpierw usuwa się niklowanie lub produkty epoksydowe, następnie wypełnia się rogi, a na koniec galwanizuje) |
Galwanizacja lub kąt dodatkowy |
|
|
Peeling powłoki |
Nie należy oddzielać warstwy galwanicznej od osnowy |
|
Wymiana lub złom |
Złe podłoże lub poszycie |
|
|
Galwanizacja Spienianie |
Na powierzchni galwanicznej nie powinny występować żadne pęcherzyki |
|
Wymiana lub złom |
Przyczyna galwanizacji |
|
|
Bańka galwaniczna |
Na powierzchni galwanicznej nie powinno występować zjawisko pęcherzyków |
|
Wykonaj ponownie lub złom |
Galwanizacja powoduje lub skutki po galwanizacji |
|
|
Nakładka galwaniczna |
Powierzchnia galwaniczna nie może mieć nakładki dotykowej |
|
Wydanie lub złom |
Przyczyna galwanizacji |
|
| Złuszczanie powłoki i unoszenie krawędzi |
Powierzchnia powłoki nie powinna być odrywana ani zwijana |
 |
|
Wymiana lub złom |
Przyczyna galwanizacji |
|
Macula, znak wodny |
Powierzchnia galwaniczna nie powinna mieć żółtych plam ani śladów wody |
|
Ponowne poszycie (Produkty-niklowane można przecierać bezpośrednio rozcieńczonym kwasem siarkowym, a produkty ocynkowane można-ponownie powlekać) |
Przyczyna galwanizacji |
|
|
Galwanizacja na czarno |
Powierzchni galwanicznej nie należy czernić |
|
Wymiana lub złom |
Przyczyna galwanizacji |
|
|
Świeżo ścięte rogi |
Powierzchnia galwaniczna nie może mieć świeżych narożników |
|
Wymiana lub złom |
Niewłaściwe zabezpieczenie po galwanizacji |
|
|
Brakujący róg galwanizacji |
Powierzchnia nie może posiadać wad narożnych większych niż D1. Produkty przekraczające specyfikację D1 mogą zostać zatwierdzone zgodnie ze standardami D2, przy czym dozwolona jest jedna wada na powierzchnię i dwie na produkt. |
|
Zwolnij lub uzupełnij kątownik, przerób lub złom (Najpierw usuwa się niklowanie lub produkty epoksydowe, następnie narożnik jest wypełniany, a na koniec galwanizowany) |
Przyczyna galwanizacji |
|
|
Zadrapanie po poszyciu |
Powierzchnia nie powinna posiadać świeżych rys ani odsłoniętej warstwy cynku |
|
Ponowne poszycie |
Powody ochrony przepływu galwanicznego |
|
|
Korozja elektrolityczna |
Na powierzchnię nie powinno nastąpić żadne poważne wnikanie materiału |
|
Wydaj, przerób lub wyrzuć (Produkty niklowane lub epoksydowe są najpierw usuwane, następnie szlifowane, a na koniec ponownie galwanizowane) |
Przyczyna galwanizacji |
|






































9.3.7 Metody i standardy kontroli jakości fazowania
Sprawdź zgodnie z wymaganiami zamówienia lub rysunku. Należy pamiętać, że wielkość fazowania każdej krawędzi tej samej partii produktów musi być jednakowa i spójna. Nie może być żadnych wibracji-w kształcie fali ani fazowania wycieków.
9.3.8 Metody i standardy kontroli kątowników dodatkowych
★9.3.8.1 O ile klient nie określił inaczej, wszystkie karby (lub zadziory i pęknięcia) przekraczające rozmiar D2-D3 należy poddać obróbce fazowania.
★9.3.8.2 Połączenie narożnika z podstawą musi być płaskie i gładkie, bez szczelin, porów, czernień, pęcherzyków i pęcherzy.
9.3.9 Inne wymagania dotyczące kontroli wyglądu
★9.3.9.1 W przypadku tabletek poczerniałych nie należy wykonywać wypełniania narożników, chyba że określono inaczej.
★9.3.9.2 W przypadku czarnych tabletek, jeśli nie są dostarczane z magnesem, należy zapewnić jakość powierzchni i nie przenosić magnetyzmu.
9.4 Metody badania wydajności i kryteria kontroli
★9.4.1 Wszystkie produkty namagnesowane należy poddać testom wydajności (stosunek próbkowania może zostać odpowiednio zmniejszony w przypadku produktów o dużych specyfikacjach, które mogą powodować wypadki związane z bezpieczeństwem).
★9.4.2 W przypadku produktów nie-namagnesowanych należy przeprowadzić testy wydajności przy użyciu wadliwych próbek (w tym próbek z porami, zanieczyszczeniami, wadami powierzchniowymi itp.). Nie należy pobierać próbek produktów ze znaczącymi wadami kątowymi lub pęknięciami. W przypadku produktów bez wad, ale o niskiej koercji, należy przeprowadzić rozmagnesowanie cewek opakowaniowych, aby zapewnić całkowite rozmagnesowanie. Aby uniknąć niezadowolenia klienta, rozmagnesowanie po-testowaniu musi skutkować powierzchniową siłą magnetyczną poniżej 100 G.
★9.4.3 Ogólnie rzecz biorąc, głównym testem jest strumień magnetyczny i jako punkt odniesienia potrzeba tylko 5-10 sztuk magnesu powierzchniowego. Jeżeli klient określił elementy testowe lub wymagania kontrolne, test zostanie przeprowadzony zgodnie z wymaganiami klienta.
|
Przedmiot |
Metody kontroli i kluczowe punkty |
Zdjęcie |
|
|
Przepływ magnetyczny |
Sposób dostosowania wielkości narzędzia pomiarowego: Kwadratowe, w kształcie płytek-i inne wydłużone kształty: połowa długości i szerokości. Okrąg: Promień. Upewnij się, że wielkość dryfu danych pozostaje stabilna. Jednostka strumienia magnetycznego (Wb): 1 Wb równa się 1000 mWb, gdzie 1 T×m² równa się 1 V×S. |
|
|
|
Moment magnetyczny |
M=Ф×C, C to stała cewki w cm. Ô Wartość strumienia magnetycznego wyświetlana przez miernik strumienia. Br=Ф×C/V |
|
|
|
Tabela |
W przypadku braku wymagań klienta zazwyczaj wykonuje się badanie maksymalnego pola magnetycznego (w przypadku dużych tarcz okrągłych należy sprawdzić trwałość jednego pełnego cyklu R/2). Jeśli klient o to poprosi, zrobimy to. Jednostka pola magnetycznego (T): 1T=10,000Gs |
|
|
|
Wywierć dziurę |
Obserwuj namagnesowany produkt za pomocą arkusza obserwacji linii strumienia magnetycznego. |
|
|





★9.4.4 Zasady badania: Najpierw testowana jest wklęsła powierzchnia produktu w kształcie-płytki; produkt o nieregularnym kształcie badany jest najpierw na stronie o dużej powierzchni styku; produkt z zagłębionym otworem jest testowany najpierw na powierzchni małego otworu; wielobiegunowy produkt namagnesowany jest testowany z odpadami w celu wypełnienia dwóch biegunów w celu pomiaru strumienia magnetycznego.
★9.4.5 Norma konsystencji strumienia magnetycznego: wartości maksymalne i minimalne są kontrolowane w granicach 10%.
★9.4.6 Standard maksymalnej konsystencji magnetycznej: Wartości maksymalne i minimalne powinny być kontrolowane w granicach 250G (jeśli klient nie wymaga konsystencji, można ją udostępnić w granicach 350G).
★9.4.7 Norma spójności momentu magnetycznego: zakres kontroli wartości maksymalnej i minimalnej mieści się w granicach 5%.
★9.4.8 Nieregularne kształty lub kształty płytek porównuje się z wartościami danych zmierzonych po tej samej stronie.
10. Metody i standardy kontroli procesu i kontroli fabryki
★10.1 Należy wzmocnić kontrolę po inspekcji produktu, inspekcję procesu i inspekcję fabryczną w przypadku operacji pakowania.
★10.2 Torba z produktem musi być wolna od wody i wilgoci oraz nie może nosić śladów ogrzewania. W przypadku produktów epoksydowych wymagane jest co najmniej 36 godzin po-wyjęciu z pieca przed namagnesowaniem. Inne produkty galwaniczne można pakować i namagnesować po 2 godzinach chłodzenia i suszenia. Podczas pakowania próżniowego produktów-pokrytych cynkiem należy najpierw zapewnić całkowite schłodzenie, aby zapobiec odbarwieniu warstwy cynku i oderwaniu się powłoki.
★10.3 W przypadku powłok kompozytowych i produktów epoksydowych należy upewnić się, że nie pominięto żadnych punktów zawieszenia; do ich wypełniania używaj markerów-na bazie oleju.
★10.4 W przypadku produktów pokrytych niklem lub chromem-wszelkie wady powierzchni, takie jak zacieki czy zażółcenia, można usunąć przecierając rozcieńczonym kwasem siarkowym. Nie należy jednak wycierać produktów ocynkowanych, ponieważ może to spowodować uszkodzenie folii pasywnej i zmniejszenie odporności na korozję.
★10.5 Główne elementy kontroli procesu i inspekcji fabryki:
|
Nr zamówienia |
Przedmiot kontroli |
Metody i standardy kontroli | |
|
1 |
Podstawowe informacje o produkcie |
Potwierdź markę, specyfikację, orientację, fazę i powłokę zapakowanego produktu. |
|
|
2 |
Wymagania magnetyczne |
Czy jest namagnesowany? Czy jest namagnesowany-wielobiegunowo? 1. Podczas pakowania produktów, które nie są namagnesowane, nie wolno stosować prętów magnetycznych w celu przyciągania opakowania i zapobiegania namagnesowaniu produktów. 2. W przypadku produktów namagnesowanych, z wyjątkiem standardowych kształtów, takich jak czyste okrągłe pierścienie, kwadratowe bloki i okrągłe krążki, wszystkie inne produkty (zwłaszcza te nieregularne, takie jak otwory wpuszczane, kształty płytek-i kształty trapezowe) muszą ściśle przestrzegać kolejności i rysunków. Należy wyraźnie określić, czy magnesowanie jest stosowane w obu kierunkach, czy w jednym, wraz z kierunkiem polaryzacji magnetycznej biegunów N i S, aby zapobiec odwróceniu biegunów. |
|
|
|
|
||
|
|
|
||
|
3 |
Wymagania dotyczące oznaczania polaryzacji |
W przypadku produktów wymagających oznakowania sposób oznakowania i kolor muszą być zgodne ze specyfikacją zamówienia. Etykiety powinny być estetyczne, schludne, spójne i-odporne na blaknięcie. |
|
|
4 |
Wymagania dotyczące drukowania |
W przypadku materiałów drukowanych sprawdź, czy tekst na znaczku jest zgodny ze specyfikacjami klienta, upewniając się, że nie ma błędów typograficznych ani pominięć. Podczas drukowania należy uważać, aby uchwyt nie zarysował powłoki powierzchniowej. Tekst musi być wyraźny i czytelny, unikając niewyraźnych lub niewyraźnych znaków. Do kolejnego pakowania należy przystąpić dopiero po całkowitym wyschnięciu tekstu. |
|
|
5 |
Klipsy, podkładki |
W zależności od specyfikacji produktu, wymiarów, orientacji i powłoki powierzchni wybierz odpowiedni zacisk. Zaciski lub uszczelki. Przy wyborze zacisków lub uszczelek należy zwrócić szczególną uwagę na odporność na wilgoć i ochronę przed wchłanianiem wilgoci, ponieważ elementy te mogą rdzewieć i pogarszać jakość powłoki powierzchniowej. Powierzchnie opasek lub uszczelek nie powinny być nadmiernie chropowate ani posiadać zadziorów. Drewniane zaciski wymagają hermetyzacji, a produkty z powłoką cynkową lub epoksydową powinny preferować stosowanie miękkich zacisków, aby zapobiec zarysowaniu powierzchni. W przypadku zacisków papierowych strona klejąca musi mieć błyszczące wykończenie, aby zapobiec wchłanianiu wilgoci i późniejszemu rdzewieniu. Grubość uszczelek powinna zapewniać łatwe oddzielanie po namagnesowaniu, umożliwiając klientom wygodne i bezpieczne korzystanie z nich. Ogólnie rzecz biorąc, produkty okrągłe o wymiarach większych niż D13X2mm i produkty kwadratowe o wymiarach przekraczających 15X10X5mm wymagają w opakowaniu zacisków lub uszczelek (specyfikacje niestandardowe podlegają wymaganiom klienta określonym w zamówieniu). |
|
|
6 |
Specyfikacje operacji pakowania |
Podczas kontroli produktów ocynkowanych-nie należy układać zbyt wysoko, ponieważ powłoka może się odkleić lub zarysować. Obchodź się z nimi ostrożnie i zwracaj uwagę na uszkodzenia krawędzi, wady narożników i zadrapania powierzchni. |
|
|
7 |
Inne projekty |
Certyfikat zgodności, oznakowanie, sposób pakowania i inne powiązane wymagania. |
|




11. Ochrona produktun
11.1 Zapobiegaj uszkodzeniom narożników
★11.1.1 Podczas kontroli należy obchodzić się z produktem delikatnie, aby uniknąć uszkodzenia krawędzi.
★11.1.2 W przypadku produktów przerobionych należy wybrać rozsądną metodę pakowania oraz w pełni uwzględnić występowanie kolizji krawędzi i braków w narożnikach. Wysokość stosu lub umieszczenia powinna być odpowiednia.
11.2 Ochrona przed rdzą i korozją
★11.2.1 Podczas procesu kontroli należy zapobiegać korozji powierzchni produktu spowodowanej potem.
11.3 Odporność na zarysowania
★11.3.1 W przypadku produktów o dużych-wymiarach płytki należy oddzielić, aby zapobiec wzajemnemu tarciu i nowym zarysowaniom na powierzchni.
★11.3.2 Podczas kontroli produktów nie należy ocierać się o siebie, aby spowodować zarysowania.
11.4 Zapobieganie-mieszaniu
★11.4.1 Każda partia produktów powinna być wyraźnie oznaczona numerem partii, kodem, nazwą marki, specyfikacją, ilością i innymi informacjami.
★11.4.2 Każde pudełko lub beczka produktów powinna zawierać informację o gatunku, specyfikacji, ilości itp.
★11.4.3 Oddzielny obrót produktami określa odrębny powód.



12. Zasady przetwarzania nienormalnych ilości
Jeśli ilość produktów jest nienormalna, pierwszą rzeczą, którą należy zrobić, jest przeprowadzenie-samokontroli. Jeśli po ponownej-weryfikacji nadal występują rozbieżności, należy je zgłosić osobie odpowiedzialnej w celu potwierdzenia ilości. W przypadku ważenia małych produktów dopuszcza się błąd górnej i dolnej sztuki na worek.
13. Likwidacja wyrobów niezgodnych i informacja zwrotna dotycząca nieprawidłowości jakościowych
★13.1 Produkty niezgodne lub elementy wymagające przetworzenia należy natychmiast odizolować i odpowiednio oznaczyć szczegółowymi informacjami, w tym numerem części, specyfikacjami, ilością i cechami niezgodności. W przypadku produktów wymagających przeróbki lub naprawy etykiety muszą być wyraźnie oznaczone i zgłoszone w odpowiednim czasie. Wszystkie produkty poddane ponownemu przetworzeniu zostaną poddane ponownej-kontroli.
★13.2 Zasady postępowania z produktami przetworzonymi i przemalowanymi.
| Powtórz powód | Materiał okładzinowy |
Powtórz proces |
|
Powierzchnia jest uszkodzona i wymaga szlifowania (Zadrapania, zadrapania, korozja itp.) |
Nikiel, epoksyd, chrom, cyna, złoto |
Re-nakładanie →Re-polerowanie (szlifowanie) →Re-nakładanie |
|
Cynk, fosfor |
Szlifowanie →Ponowne powlekanie |
|
|
Przeróbka fazowania maszynowego |
Nikiel, epoksyd, chrom, cyna, złoto |
Ponowne-nałożenie →Fazowanie →Ponowne-nałożenie |
|
Cynk, fosfor |
Krawędź →Ponowne-zanurzenie |
|
|
Kąt dodatkowy lub przeróbka kąta dodatkowego |
Nikiel, epoksyd, chrom, cyna, złoto |
Zasypka →Wypełnij narożnik →Zasypka |
|
Cynk, fosfor |
Uzupełniający →Re-depozyt |
|
|
rozmagnesowanie |
Nikiel, epoksyd, chrom, cyna, złoto |
Osadzanie →Rozmagnesowanie →Repozycjonowanie |
|
Cynk, fosfor |
Rozmagnesuj →Ponowne powlekanie |
★13.3 W przypadku stwierdzenia nieprawidłowej jakości przekraczającej określoną proporcję, odpowiedzialny dział lub osoba zostanie powiadomiona w ciągu 10 minut, a informacja zwrotna zostanie przesłana do przełożonego działu w ciągu 30 minut.
★13.4 Wadliwe produkty zostaną dopuszczone do wysyłki (patrz historyczne zapisy wydań). Dokumentacja zwolnień powinna być właściwie prowadzona, a zwolnienie musi zostać zatwierdzone przez agenta zarządzającego. Produkty takie jak przeróbki, naprawy, produkty niezgodne i produkty, które należy określić, należy wyraźnie oznaczyć przyczyną lub cechami niezgodnymi.
